发布时间:2017/06/09 11:23来源:
隔热条质量主要受三方面影响:原材料、生产制造工艺和质量管理系统。

一、原材料
优质隔热条产品是由65%以上的聚酰胺PA66(俗称尼龙66)和25% 的玻璃纤维以及10% 的添加剂构成的。原材料决定了聚酰胺玻纤隔热条的诸多特性,例如线膨胀系数、抗拉强度等。25% 玻璃纤维增强的聚酰胺隔热条(PA66GF25)材料的线膨胀系数与铝合金型材最为匹配,从而确保隔热条与铝型材紧密结合,即便是极端的冷热天气也不会脱落。有些材料虽然可以达到PA66GF25 的强度、耐温性等要求,但线膨胀系数却无法匹配。
目前国内隔热条行业内良莠不齐,价格战也极为激烈,许多国内厂家为保证低价竞争势与利润,不仅使用PA66 废料,采用大部分矿物质与少量玻纤(低于10%)混合填充的办法进行增强,或采用廉价的矿物(如碳酸钙、滑石粉等)进行填充,有的甚至完全使用PVC 生产隔热条。

劣质隔热条不仅抗拉强度差,其线膨胀系数与铝材相差甚远,热胀冷缩比率与铝材不匹配,极易造成隔热条从型材里脱落出来,造成掉窗的恶劣事故。所以不使用PA66GF25 的隔热条均为不合格产品,隔热条国家标准也严格规定了聚酰胺与玻纤的最低使用比例。即便是同样使用65% 以上的尼龙66 和25%的玻纤增强生产的隔热条,国产隔热条与进口隔热条也存在着一定的差距。
泰诺风保泰、W-PLAST(威帕斯特)等进口隔热条均使用进口尼龙66 与玻纤做为原料,由于国外材料工业较国内发达,目前国产尼龙仍处于化工提炼的初级阶段,而国外已步入针对用途的改性尼龙阶段,两者无论性能还是价格均有较大的差距,国产尼龙价格仅为进口优质尼龙的一半左右。
以德国W-PLAST(威帕斯特)为例,采用德国朗盛、巴斯夫等全球知名厂家产品做原料,其原料在使用过程中表现稳定,生产的产品强度高、耐温性好。W-PLAST 在原料检测和使用过程中发现,优质原料的分解温度高达340 度以上,耐老化性和耐热性优异,在生产过程不易氧化,抗氧化性能优秀。这些性能保障了原料在挤出隔热条的过程中的稳定性,同时,完整的大分子链结构和超出常规尼龙66 的分子量都能保障材料的高强度及高刚性,对材料的使用持久性具有非凡的意义。
而隔热条的另一种主要原料——玻璃纤维,对隔热条的强度影响非常大。由于玻纤本身强度要远远高于尼龙,复合材料的强度就是玻璃纤维本身性能的一种变相体现。玻璃纤维的对材料强度的影响表现有以下几点:首先是细度,单丝直径细的玻璃纤维更利于与尼龙材料相容紧密,才能将玻璃纤维的高强度才能体现出来。其次是玻璃纤维本身的强度。用于增强材料的无碱玻璃纤维自身强度很高,而普通的含碱玻璃纤维强度低,脆性大。这种普通玻璃纤维价格只有极细的玻璃纤维(直径7 微米)的一半,对材料几乎无增强效果。
除尼龙66 和玻璃纤维两种主要原料以外,剩下10% 的添加剂是生产商材料工程师们发挥的空间,材料的许多综合性能将从中得到发挥,诸如抗紫外老化性能、尺寸稳定性、抗吸水性等性能。
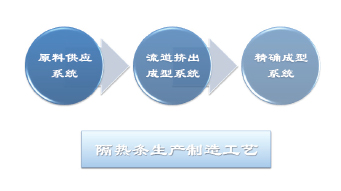
二、隔热条生产制造工艺
除优质原料外,生产制造工艺对隔热条质量影响极大,同时生产制造工艺的自动化水平对隔热条品质稳定性有着关键作用。隔热条的生产制造工艺可简单地可分为原料供应系统、流道成型系统与精确成型三大系统。
1、 原料供应系统;
进口隔热条生产一般采用自动供料系统,将原料配比、烘干等制造前工序一次性完成,即按照生产工艺验证的原料及添加剂按比例进行配比,然后搅拌均匀输送到自动烘干机,将原料中的少量水分完全烘干,避免水份对生产过程的影响。同时,自动供料系统可根据生产设备腔体中的原料量进行自动补充,以确保隔热条生产的稳定持续性。
大多数国产隔热条受限于资金和规模,大多采用低成本的人工填加原料方式,而非昂贵的自动化系统。但人工加料的均匀性不及自动化系统,除去水份更是无从谈起。
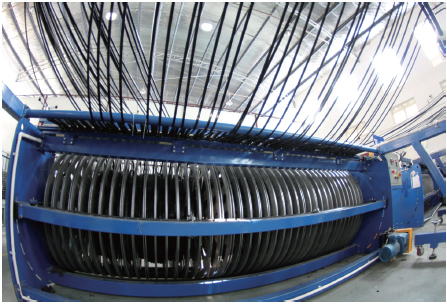
2、 流道挤出成型系统
原料经过供料系统输送到高温熔化箱体进行高温熔化,原料由固态变成液态流体。玻纤颗料熔化后呈丝状,由高压力向低压力的模具口呈直线流动。玻璃纤维单向直线流动生产出的隔热条,有纵向抗拉强度却缺乏横向抗拉强度,而隔热条做为铝门窗幕墙的结构件,既需要承受横向抗拉,还要承受横纵交错的剪切应力。
因此,通过流道工艺设计将玻纤的单向流动转变为多向流动极为重要,让玻纤成网状均匀分布并与尼龙66 紧密结合,形成钢筋与混凝土类似的结合,才能提高隔热条的综合性能。
与欧洲相比,我国在流道工艺上的研究相对比较落后,国产隔热条生产设备无论价格还是性能上,跟进口隔热条生产商之间均存在一定差距。
3、 精确成型系统
聚酰胺PA66 和玻纤经过高温熔化,然后由流道调整结构分布,透过模具挤出成型,再经过冷却定型便成为隔热条半成品。精确成型系统对隔热条的内在性能影响不大,对隔热条外观尺寸精度却有一定的影响,而尺寸精度却影响隔热条与铝合金型材的装配。
目前隔热条精确成型生产主要分为水成型与油成型,水成型的效果优于油成型。以W-PLAST(威帕斯特)为例,隔热条通过模具挤出后,水处理后成型辅以机械推压力,不仅生产效率高,亦可保证隔热条端头的尺寸稳定。而大多数国产隔热条生产设备要简单很多,推压力完全达不到隔热条成型的要求。
生产制造工艺水平的高低不仅决定隔热条的内部结构,对产品质量的持久稳定有着重要的影响。隔热条做为普遍使用的铝门窗结构件,批量生产的质量稳定性至为关键。低水平的生产制造工艺在某个时间段或许能造出合格的隔热条,却无法保证全部产品的品质稳定,就必然埋下门窗安全隐患。
以W-PLAST(威帕斯特)的自动化生产线为参考,优质隔热条应当完全采用自动化生产,不仅使用自动供料系统,挤出成型也应当采用微电脑控制技术,即将工艺研发阶段确定的最佳参数输入电脑进行设定,并设定偏离值预警。一旦生产状态达到偏离值,机器就会自动报警甚至停机,以电脑自动监控确保每批隔热条品质恒定如一。而大部分国产隔热条的生产设备自动化程度严重不足,更多地依靠人为调控设备,质量稳定性便无法保证。

三、质量控制体系
供料、自动化生产、精确成型等三大系统均为硬件实力,诸如丰田、通用电气等知名制造商的实例证明,单一的“唯技术论”并不能保证产品优质,必须以工厂管理、质量控制等软实力配合,最终才能确保产品质量。
目前国内市场的进口隔热条均采用德国工厂管理体系,对生产全过程信息进行记录,以强化整个系统的质量监控。笔者在W-PLAST(威帕斯特)的生产基地看到,除工厂生产现场的严格管理外,特别建立了以工厂检测中心为中心监控整体生产过程的编码追溯体系,从原料检测备案开始,将原料到生产包装后的整个过程以编码进行记录,然后以激光打码方式将相关信息记录于隔热条之上。
激光编码不仅可防止假冒伪劣(型材厂商可根据编码,向工厂的检测中心查询备案记录),亦可随时追溯到原材料、生产班组、生产线号等相关信息,确保隔热条从原料采购开始的每一个环节都处于严格有效的质量监控之中。
能否建立适合自己工厂的质量控制管理体系,或许是很多国产隔热条生产商面临的难题。原料、生产设备等硬件可以花钱买,而生产管理、质量控制等软实力却是花钱也很难买到的。
建立完善的质量控制管理体系,首先取决于管理者的自我意识与企业理念,在此基础上建立完善的制度和管理流程,再通过内部培训与激励机制,促使工厂管理进入良性循环,最终才能实现硬实力和软实力的融合,让企业步入良性循环的螺旋式上升通道。

【结语】
随着社会对节能建筑的重视,铝合金节能门窗的应用将会更加广泛,也将使用更多的隔热条。历经十年发展,虽然国家已出台严格的隔热条技术标准,但隔热条市场仍然良莠不齐,存在大量的鱼目混珠,那种乱象实在让人堪忧。
除建筑业本身的不规范给了劣质隔热条的生存空间之外,众多隔热条生产企业习惯技术保密,不仅在一定程度上将隔热条生产“神秘化”,让建筑相关人士无从了解隔热条生产过程,也变相地为劣质隔热条创造了生存空间。试想,无论建筑设计师、工程顾问公司、门窗系统公司、房产开发商,还是行业协会、媒体均无法亲眼目睹隔热条的生产过程,产品评判仅仅依靠企业的自我宣传及隔热条样品检验数据,评判的准确性是值得商榷的。因为对任何隔热条生产商来说,生产几米、几百米的合格隔热条并不难,可以通过设备短期调试、劣中选优来实现,甚至可以用“李代桃僵”等手法蒙混过关。
所以,解除隔热条生产的神秘性,增加相关信息的透明度,让隔热条的生产接受外部监督,让更多的建筑专业人士通过实地考察隔热条生产现场,而非单一依靠生产商的宣传和检测报告来评判产品,才能加快隔热条市场优胜劣汰的速度,才能为大众提供更安全环保的节能门窗和幕墙。那既是市场发展的要求,也是行业协会和专业媒体的责任。
上一篇:断桥铝门窗隔热条的性能指标
 鄂公网安备 42011602000221号
鄂公网安备 42011602000221号